몰트 스카치 위스키(Malt Scotch Whisky)의 제조
◈ 위스키(Whisky 또는 Whiskey)는 보리(Barley), 호밀(Rye), 귀리(Oats), 옥수수(Corn) 등의 곡식을
발효 시켜서 만든 낮은 알코올 도수의 발효주를 증류하여 높은 도수의 증류주를 만들고, 이것을 오크(Oak)
통속에서 숙성 시켜서 만듭니다.
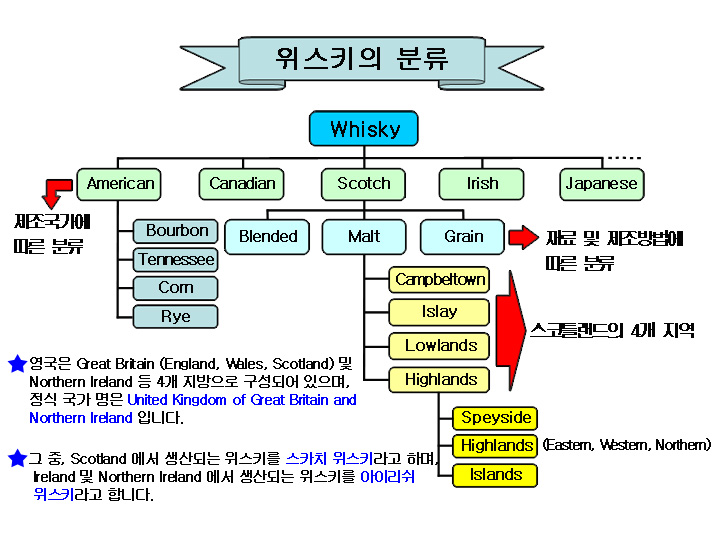
원료로 사용되는 곡물의 종류와, 제조 방법, 생산 국가 등에 따라서 여러 종류의 위스키가 있습니다.
그 중에서도 대표적인 것이 영국 스코틀랜드에서 생산되는 스카치 위스키(Scotch Whisky)입니다.
스카치 위스키의 종류는 크게 몰트 위스키(Malt Whisky), 그레인 위스키(Grain Whisky), 블렌디드
위스키(Blended Whisky) 등으로 분류됩니다.
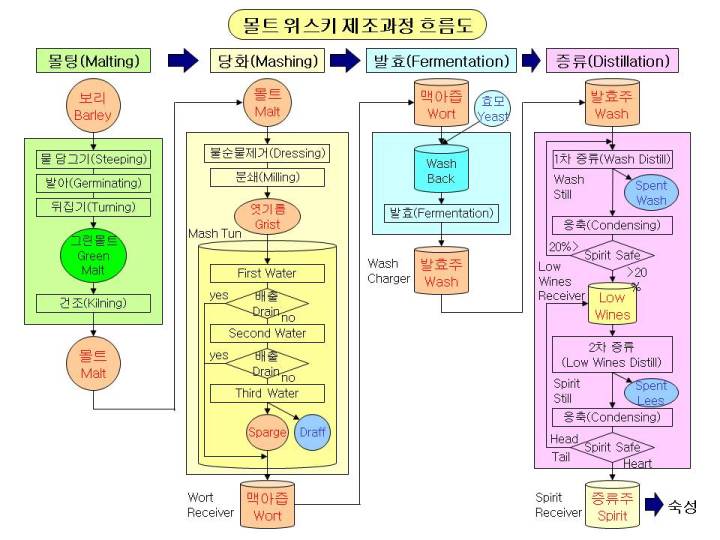
◈ 엄밀하게 분류하면, 몰팅과 건조는 다른 공정입니다만, 요즘은 이 두 가지 공정을 묶어서 몰팅이라는
한 공정으로 취급하기도 합니다. 그러나, 여기서는 편의상 따로 설명하도록 하겠습니다.
(광의의 Malting : Steeping ⇒ Germinating ⇒ Kilning)
1. 몰팅 (Malting)의 정의
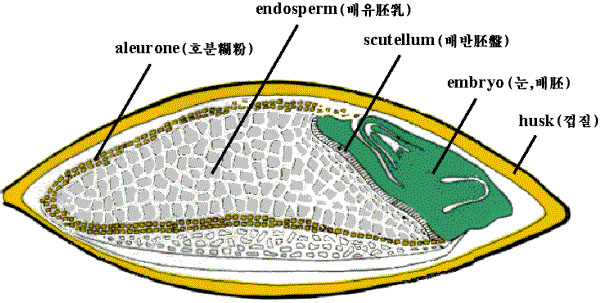
보리의 전분(Starch)이 발효될 수 있는 충분한 양의 당분[맥아당(Maltose)⇒포도당(Glucose)]과
효소(Enzyme)를 함유하는 맥아(=Malt)로 만들기 위하여 발아(Germination)를 관리하는 일을
몰팅(Malting) 이라고 합니다.
발아 전의 보리 (위) 와 발아 후의 보리 (아래)
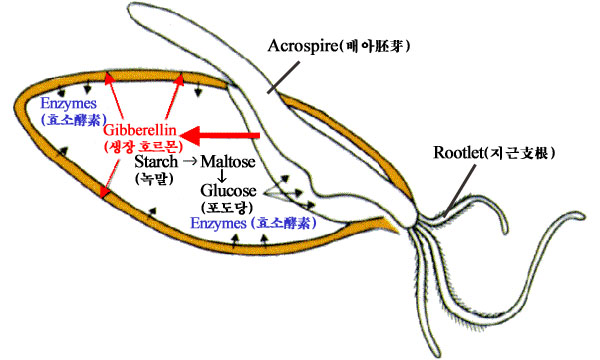
◈ 몰트가 발효되기 위한 최고의 상태는 몰트 낱알(Kernel) 속의 전분(Starch)이 모두 당분(Maltose)으로
바뀐 상태이며, 또한 낱알 속의 효소(Enzyme)가 최대로 생성된 상태입니다.
효소는 아밀라제(Amylases)이며, 알파-아밀라제(α-Amylases)와 베타-아밀라제(β-Amylases)가
생성됩니다.
대부분의 알파-아밀라제는 발아 시작 후 2~4일에 생성되며 발아 과정 동안 계속 증가합니다.
베타-아밀라제는 발아 전부터 낱알 속에 존재하다가, 발아가 시작되면서 다소 그 양이 줄었다 다시
증가합니다.
그렇다고 너무 오래 발아를 진행 시키면, 낱알 속의 당분((Maltose⇒Glucose)이 Acrospire 라고 불리는
배아(胚芽)의 성장에 소비되므로 적당한 시기에 발아의 진행을 중단 시켜야 합니다.
눈으로 쉽게 이 시기를 판단할 수 있으며, Acrospire의 크기가 낱알의 크기와 거의 같을 때 입니다.
이때를 Fully Modified 된 상태라고 합니다.
Acrospire가 덜 자란 상태를 Under Modified, 웃자란 상태를 Over Modified 된 상태라고 합니다.
2. 몰팅 (Malting)의 순서
1) 물에 담그기(Steeping)
우선 보리를 이틀동안 일정한 주기로 찬물에 담가서 보리의 싹이 트도록 합니다. 이때, 공기를 불어서 싹이
빨리 트게 촉진합니다. 여기서, 큰 통을 이용하기도 하며, 넓은 바닥에 놓고 그 위에 물을 뿌리기도 합니다.
또한, 일부에서는 피트(Peat : 이탄)를 녹인 물을 첨가하기도 합니다.


전통적인 Steeping 방법 (Highland Park) Revolving Drum Malting의 Shower 방법
2) 발아 시키기(Germinating)
5~6일 동안 완벽하게 조절된 공기를 지속적으로 공급하면서 싹이 트게 합니다.
이때, 공기는 보리가 건조되지 않게 하기위한 충분한 습도와 특정한 온도를 유지합니다.


Floor Germinating Saladin Box Germinating
3) 뒤집기(Turning)
발아가 진행되면서 발아된 잔뿌리가 서로 엉키지 않게 하기 위하여, 주기적으로 뒤집어 줍니다.
전통적인 방법은 넓은 플로어(Floor)에서 발아 시키면서, 사람이 삽 등을 이용하여 수작업으로 뒤집는 방법
입니다. 이 방법은 넓은 공간과, 많은 인력이 필요합니다.
최근에는 자동화된 살라딘 박스(Saladin Box)에서 기계가 자동으로 뒤집기를 하여, 공간, 시간, 인력 등을
절감하고 있습니다.


Bowmore의 삽을 이용한 수작업 자동화된 Saladin Box
3. 몰팅 (Malting) 방법의 종류
1) 플로어 몰팅(Floor Malting)
전통적인 방법으로, 실내의 넓은 바닥(Floor)에서 발아시키면서 사람이 삽 등을 이용하여 뒤집는 방법을
플로어 몰팅(Floor Malting) 이라고 하며, 때로는 손으로 끄는 Turning Machine을 사용하기도 합니다.
넓은 공간과 많은 인력, 11~12일 정도의 시간이 요구됩니다.
최근에는 Balvenie, Bowmore, Highland Park, Laphroaig 등 일부 증류소에서만 사용합니다.


Bowmore의 Floor Malting Highland Park의 Floor Malting
2) 살라딘 박스 몰팅(Saladin Box Malting)
프랑스인 Charles Saladin이 개발한 길이 50 미터, 깊이 1.5 미터의 커다란 사각형 상자(Saladin Box) 속에
보리를 넣고 자동으로 적정 온도를 유지하며 충분한 습기를 공급하여 발아시키는 방법으로, 전통적인
플로어 몰팅에 비해 공간, 시간, 인력 등의 절감으로 보다 효율적이며 경제적인 방법입니다.
보통 6일 정도의 시간이 소요됩니다.
또한 살라딘 상자는 금속의 믹서가 맥아를 휘저으며, 박스의 밑 바닥에 있는 미세한 구멍을 통하여
통풍을 시켜 맥아가 썩거나 파괴되는걸 방지합니다.
이 기계의 도입으로 많은 증류소들이 플로어 몰팅 작업을 중지하였습니다.
이 기계를 도입한 증류소로는 Tamdhu가 대표적입니다.

Tamdhu의 자동화 된 Saladin Box
3) 리볼빙 드럼 몰팅(Revolving Drum Malting)
큰 통속에서 기계로 움직이는 도구를 사용하여, 물에 담그기(Steeping) 과정부터 뒤집기(Turning)
과정은 물론, 그 다음 단계인 건조(Kilning) 과정까지 한 통속에서 진행할 수 있는 자동화된 방법을
리볼빙 드럼 몰팅(Revolving Drum Malting) 이라고 합니다.
최근에는 일부 증류소에서 이 방법으로 몰트를 생산하거나, 또는 대형 몰트 공장에서 이 방법으로
생산한 몰트를 사오기도 합니다. (물론 여기서 말하는 몰트는 맥아를 의미합니다.)
◈ 이렇게 발아된 몰트는 녹색을 띠며, 이것을 그린 몰트(Green Malt)라고 합니다.
II. 건조 (Kilning or Drying)
1. 건조의 목적
1) 최적기에 보리의 발아 진행을 멈추게 하기 위해서 열을 가해 건조 시킵니다.
2) 성분이 순해지고, 다음 공정인 분쇄(Milling)를 촉진 할 수 있을 만큼 잘 부셔질 수 있습니다.
3) 일부의 경우, 몰트의 향에 피트의 스모키한 향이 더해질 수 있습니다.
2. 건조 방법의 종류
1) 플로어 건조(Mesh Floor Kilning)
발아가 완료된 후, 그린 몰트를 미세한 구멍이 뚫린 플로어(Mesh Floor)로 옮겨서, 그 밑에 있는 화덕
(Furnaces)에 피트(Peat), 또는 피트가 섞인 석탄을 40~60 시간정도 태워서 몰트의 습도가 5% 정도가
되도록 합니다.
이때, 처음부터 끝까지 피트만 태우는 것은 아닙니다. 몰트에 피트의 향이 어느 정도 스며든 후에는
석탄을 태워서 건조 시킵니다. 일부에서는 석탄 대신 기름 또는 천연가스를 사용하기도 합니다.
Islay Malt Whisky의 경우는 다른 몰트 스카치 위스키에 비해 상대적으로 많은 양의 피트를 사용
합니다.
또한, Irish Malt Whiskey의 경우는 몰트 건조시, 피트(이탄)의 연기가 몰트에 스며들지 않도록
밀폐하여 건조 시킵니다.
Glengoyne처럼 피트를 태우지 않고 단지 따뜻한 바람만 이용하여 건조 시키는 방법도 있습니다.

Balvenie의 Floor Kilning


Highland Park의 Furnace Peating
2) 기계 건조(Machine Drying)
발아가 일정 상태에 도달한 젖은 몰트를 화덕(Furnaces)이 붙은 탑(Tower) 형태의 건조기(Kilning Machine)로
이동 시켜서 연료(석탄, 기름, 가스)를 태워서 건조 시키는 방법입니다.
이때 역시 피트(Peat)를 섞어서 태우기도 합니다.
3) 살라딘 박스 건조(Saladin Box Drying)
살라딘 박스 발아(Saladin Box Germinating)가 끝난 후, 그 상태에서 화덕(Furnaces)에 피트(Peat) 또는
피트가 섞인 연료를 태워서 건조 시키는 방법입니다. 최근에는 위에서 따뜻한 공기를 불어넣어 건조 시키기도
합니다.
4) 리볼빙 드럼 건조(Revolving Drum Drying)
자동화된 리볼빙 드럼(Revolving Drum)을 이용하여 젖은 몰트를 가장 이상적인 상태로 건조 시키는 방법
입니다.
◈ 건조가 끝난 몰트(Malt)는 자연적으로 열기를 식히기 위하여 큰 통속에서 5~6주간 보관됩니다.
◈ Kiln은 구멍 뚫린 플로어를 갖춘 커다란 화덕(Large Furnace with a Perforated Floor)이란 뜻입니다.
따라서 정확한 Kilning의 의미는 플로어 건조를 말합니다.
건조기나 살라딘 박스, 또는 리볼빙 드럼 등을 이용한 건조는 Drying 이라고 해야 정확한 표현입니다.
그러나, 관용적으로 廣義의 의미로 Kilning 이라고도 합니다.
◈ 위스키는 발효된 곡주를 증류하여 얻은 무색의 알코올이 통속에서 숙성 되면서 색의 변화가 일어나지만,
맥주의 경우는 몰트 자체의 색깔에 의해서 그 색이 결정되므로, 건조과정에서 술 제조업체 또는 브랜드의
요구에 맞는 다양한 종류의 몰트가 만들어 집니다.
III. 분쇄 (Milling)
1. 분쇄(Milling)의 목적
건조된 몰트 속의 당분이 물과 쉽게 반응하여 발효가 촉진될 수 있도록 적당한 크기로 분쇄합니다.
너무 곱게 분쇄하면 다음 단계인 당화(Mashing) 과정에서 Mash Tun의 Drain Plates를 막히게 합니다.
또 너무 거칠게 분쇄하면 발효(Fermentation)에 필요한 당분의 용해가 감소됩니다.
2. 분쇄(Milling)의 순서
1) 불순물 제거(Dressing)
분쇄하기 전에 반드시 건조 시킨 몰트에 섞여있는 불필요한 잔뿌리, 몰트 줄기, 먼지, 잔모래 등을 바람과
필터 등을 이용하여 제거합니다. 특히, 금속 조각은 분쇄기계의 드럼과 같은 회전부를 상하게 할 수도 있으며,
다른 금속부분과의 마찰로 인한 불꽃으로 화재나 폭발을 일으킬 수 있으므로 철저하게 제거 시켜야 합니다.
금속 조각을 제거하기 위해서는 분쇄기계 입구에 강력한 자석을 설치합니다.
이렇게 몰트 속에 섞여있는 불순물을 제거하는 기계를 드레싱 머신(Dressing Machine) 또는 몰트 드레서
(Malt Dresser)라고 합니다.
2) 분쇄(Milling)
두 쌍의 금속 드럼 롤러(Drum Rolls)가 상하로 배치된 분쇄기(Milling Machine)를 이용하여 불순물 제거
(Dressing)를 마친 몰트(Malt)를 다음 단계인 당화(Mashing)에 적당한 정도로 분쇄합니다.
위쪽의 한 쌍의 롤러는 몰트의 껍질을 깨어 큰 조각으로 분쇄하고, 아래의 한 쌍의 롤러는 이것을 잘게
분쇄합니다.
이렇게 몰트를 분쇄 시킨 것을 Ground Malt 또는 그리스트(Grist=양조용 엿기름) 라고 합니다.


Cragganmore의 Milling Machine Balmenach의 Milling Machine
IV. 당화 (Mashing)
1. 당화(Mashing)의 목적
분쇄된 몰트(Grist)의 내용물들 (전분, 당분, 효소 등)이 가능한 한 최대로 용해되어, 다음 단계인 발효
(Fermentation)가 충분히 촉진 될 수 있도록 Mash Tun에서 당분 용해액(Sugar Solution)을 만드는
것입니다. 이 당분 용해액을 맥아즙(Wort) 이라고 합니다.
◈ 당화(Mashing) 과정에서 사용되는 Mash Tun은 위스키 증류소마다 한 개 이상을 보유하고 있으며,
주로 철을 이용하며 만들며, 최근에는 청소를 하기 쉽도록 스테인레스 스틸(Stainless Steel) 등을
이용하여 만들기도 합니다.
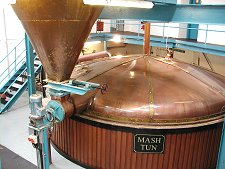

Bowmore의 Mash Tun Highland Park의 Mash Tun


Dallas Dhu의 Mash Tun Dallas Dhu의 Mash Tun Stirrer
2. 당화(Mashing)의 순서
1) First Water
분쇄된 몰트(Grist)를 약 64°C 정도의 따뜻한 물과 함께 큰 통(Mash Tun)속으로 부어 넣습니다. 그리고,
약 1시간 반 정도를 잘 섞이도록 저어 줍니다. 이 과정에서 Grist 속의 당분과 효소들이 물에 용해됩니다.
이 온도는 당분이 용해 될 수 있는 충분히 높은 온도이지만, 효소가 화학적 변화를 일으킬 수 있는 적당히
낮은 온도는 아닙니다.
이렇게 분쇄된 몰트와 물만을 혼합하여 만들어진 당분 용해액(Sugar Solution)인 맥아즙(Wort)을
Underback 이라고 불리는 또 다른 큰 통(Wort Receiver)으로 보냅니다.

Bruichladdich의 Mash Tun에 Grist를 넣고 젓는 모습
2) Second Water
첫번째 물을 부어서 만든 맥아즙(Wort)을 Wort Receiver(Underback)로 보내고 나서, Mash Tun 속에 남아
있는 Grist에 약 78°C 정도의 뜨거운 물을 부어 (통상 첫번째 물의 50% 정도) 30분 동안 잔류 당분을
용해한 후, 역시 Wort Receiver로 보내어 먼저 보낸 Wort와 합류 시킵니다.
3) Third Water
두번째 물을 부어서 만든 Wort를 Wort Receiver로 보내고 난 후, 그때까지 남아있는 Grist에는 버리기에는
아까울 정도의 적은 양의 당분이 남아있습니다.
여기에 약 90°C 정도의 아주 뜨거운 물을 붓고, 15분 정도 강력하게 휘저어서 마지막 남은 당분을 용해
시킵니다.
이 세번째 작업을 Sparging이라고 하며, 이렇게 만들어진 Wort에는 아주 소량의 당분이 용해되어 있으며,
이것을 Sparge라고 하며, 역시 Wort Receiver로 보내집니다.
◈ 이렇게 세번의 과정을 통해서 Wort Receiver에 모여진 맥아즙(Wort)은 다음 과정인 발효(Fermentation)를
진행하기에는 그 온도가 너무 높습니다. 그래서 이 Wort는 냉각기를 통해서 약 22~23°C 정도로 온도가 낮춰
진 후, 발효를 시키기 위한 Wash Back이라고 불리는 큰 저장 통으로 보내집니다.
◈ 당화(Mashing) 과정이 완전히 끝난 후에 Mash Tun 내부에 남아있는 Grist 찌꺼기를 Draff(술 지게미)
라고 하며, 동물의 먹이로 농장에 판매됩니다.
V. 발효 (Fermentation)
1. 발효 (Fermentation)의 정의
발효 (Fermentation)는 Wort 속에 있는 당분(Glucose)을 효모(Yeast)가 화학적 변화를 일으켜서 알코올
(에틸 알코올)과 이산화탄소 등을 생성하는 것을 말합니다.
1) 산소 공급이 없을 때 : C6H12O6 (Glucose) ⇒ 2CO2 (이산화탄소)+ 2C2H5OH (알코올) + Energy
2) 산소 공급이 있을 때 : C6H12O6 + 6O2 (산소) ⇒ 6CO2 (이산화탄소) + 6H2O (물) + Energy
2)번 같이 산소의 공급이 계속되면, 알코올 대신 물만 생산이 됩니다. 따라서 알코올을 얻기 위해서는
1)번과 같이 산소의 공급을 차단 시켜야 합니다.
효모(Yeast)는 단세포 미생물로, 현미경으로만 그 개체를 볼 수 있는 살아있는 생명체이며, 많은 종류의
효모 중에서 위스키 증류소에서 사용하는 효모는 Saccharomyces Cerevisiae(세커로미세 세레비지아)
라고 불리는 효모입니다.
2. 발효 (Fermentation)의 과정
당화(Mashing)가 끝난 후 Wash Back으로 보내진 맥아즙(Wort)에 1% 정도의 효모(Yeast)를 추가하여
발효를 시작합니다.
전통적인 Wash Back은 소나무 혹은 낙엽송 등의 나무로 만들어 집니다. 요즘은 관리상의 편리성 때문에
스테인레스 스틸(Stainless Steel)로 만든 Wash Back을 사용하기도 합니다. (예 : Laphroaig)

Bowmore의 Wash Back

Mortlach의 Wash Back
◈ 눈에 보이는 겉으로 들어 난 것만이 Wash Back의 전부가 아닙니다.


Dallas Dhu의 Wash Back (위층의 보이는 부분) Dallas Dhu의 Wash Back (아래층의 숨은 부분)
◈ 발효 (Fermentation) 과정에서 중요한 사항은 발효시 발생한 열을 제거하여 22~23°C를 유지하는 것과,
발생한 이산화탄소를 제거하는 것, 그리고 무엇 보다 중요한 것은 모든 원료와 설비들이 세균(Bacteria)에
오염되지 않아야 하는 것입니다.
◈ 발효 과정은 Wash Back 용량, 효모의 종류와 양 등 많은 조건에 따라서 48시간 이상~수일 또는 십여일
정도 소요되며, 발효된 용액은 8~10% 정도의 알코올을 함유하며, 이를 발효주(Wash) 라고 합니다.
여기서 Wash의 의미는 물기를 많이 지닌 음식물 이라는 뜻입니다.
VI. 증류 (Distillation)
1. 증류 (Distillation)의 개요
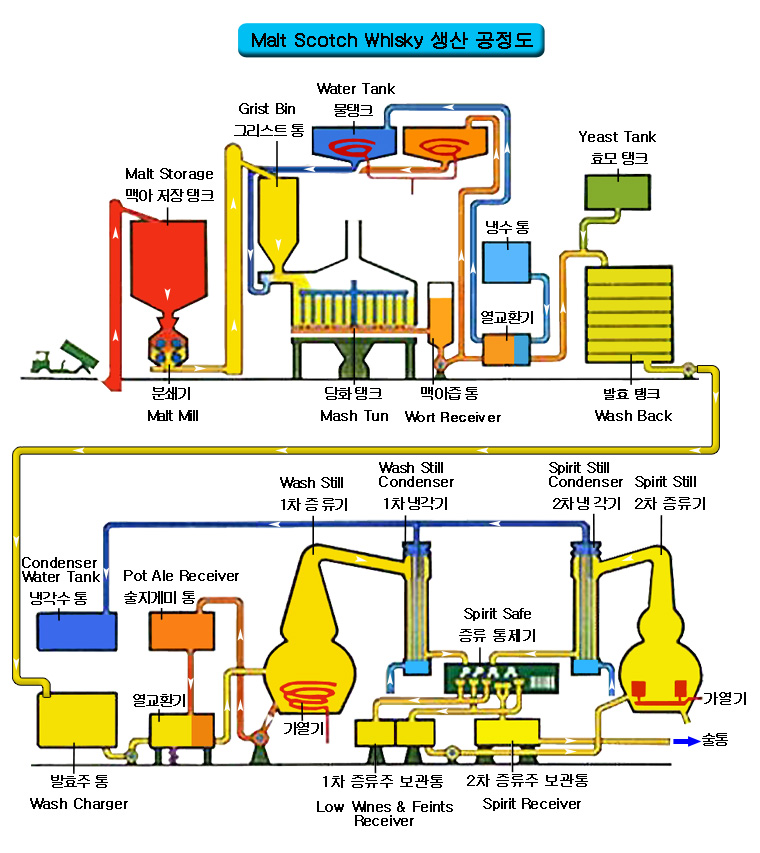
◈ 발효를 끝낸 Wash는 일단 Wash Charger 라고 하는 통으로 보내져서 보관되며, 알코올 함량이 8~10%
정도로, 거의 정제되지 않은 맥주와 유사합니다. 여기에는 Grist의 찌꺼기와 효모 등의 고형물이 남아
있습니다. 이 Wash에 열을 가하여, 효모의 활동을 멈추게 하며, 고형물을 분리 시키며, 물과 알코올의
비등점 차이를 이용하여 높은 도수의 알코올을 추출하기 위해서 증류를 합니다.
◈ 증류방법에는 단식 증류법(Pot Still Distillation)과 연속식 증류법(Patent Still Distillation)이
있으며, 대부분의 몰트 스카치 위스키(Malt Scotch Whisky)는 단식 증류기(Pot Still)를 사용하여 2번
증류한 단식 증류법(Pot Still Distillation)을 이용합니다.
◈ 단식 증류기(Pot Still)에는 Wash를 증류하는 Wash Still과, 여기서 얻어진 알코올(Low Wines)을 2차로
증류하는 Spirit Still(또는 Low Wines Still)이 있으며, 구별하는 방법은 아래와 같습니다.
① 증류기의 목(Neck)에 붙어있는 표지판에 Wash Still 또는 Spirit Still 이 표시되어 있습니다.
② 증류기의 목(Neck) 중간에 둥글게 튀어나온 부분이 있는 것이 대부분 Wash Still 입니다.
③ 증류기의 크기가 상대적으로 큰 것이 Wash Still 입니다.
④ 증류기 목의 윗부분에 한 개 이상의 유리창이 있는 것이 Wash Still 일 가능성이 높습니다.
⑤ 붉은색 시설물 또는 파이프와 연결된 것이 Wash Still 입니다. (Spirit Still은 푸른색과 연결)



1차 증류기인 Wash Still들
2. 증류 (Distillation) 방법
1) 1차 증류 (Wash Distillation)
Wash를 1차 증류기(Wash Still)에 넣고, 80°C 정도로 가열하여 알코올 함량이 약 20~21% 정도인 Low-
Wines을 생산합니다.
가열하는 방법에는 Still 밑의 화덕에서 연료를 태워서 직접 가열하는 방법과, Still을 감싸고있는 증기
파이프(Steam Pipe)를 가열하는 방법이 있습니다.
이때, Wash Still 내의 쓰레기 제거 장치(Rummager)가 Wash 속의 술지게미(Pot Ale, Spent Wash) 같은
쓰레기(Rummage)를 제거하여, 이 고형물들이 Still 속에서 타거나 늘어붙는 것을 방지합니다.
이 찌꺼기는 당화 후에 Mash Tun에서 나온 술지게미(Draff)와 합쳐지게 됩니다.
Wash로부터 증발된 수증기가 증류기의 가느다란 목을 지나서 응축기(Condenser)를 통해 액체로 환원
된 후, 증류작업의 제어 지점인 Spirit Safe를 거쳐서 보관용기(Low Wines & Feints Receiver)로 보내
져서 2차 증류(Low Wines Distillation) 준비를 합니다.

Glenfiddich의 Pot Stills
2) 2차 증류 (Low Wines Distillation)
1차 증류를 통해서 얻어진 20~21% 알코올 용액을 2차 증류기(Spirit Still, Low Wines Still)로 보내서
다시 증류를 합니다. 여기서 증류한 용액은 초기에 나온 Head 또는 Foreshots, 중간에 나온 Heart,
마지막에 나온 Tail 또는 Feints 등 크게 3부분으로 나뉩니다.
Heart 부분은 응축기와 Spirit Safe를 거쳐서 Spirit Receiver로 보내지고, Head와 Tail 부분은 합쳐져서
Low Wines & Feints Receiver로 보내져서, 후에 다시 2차 증류에 사용되며, 이렇게 얻어진 증류액의
알코올 함량은 약 60~70% 정도이며, 후에 숙성을 위해 오크통으로 옮겨집니다.
2차 증류시에 Low Wines & Feints Receiver로 보내진 Head와 Tail 부분은 Spirit Still로 다시 보내져서
거의 없어질 때 까지 2차 증류를 반복합니다.
2차 증류를 완료한 후, Spirit Still 내에 남아 있는 잔여 용액을 Spent Lees 라고 합니다.
Spirit Safe 설명
◈ 증류과정에서 흥미로운 것은 증류기(Still)에서 나온 증기가 응축기(Condenser)에서 액화 된 후, 반드시
Spirit Safe라는 곳을 거쳐서 보관용기(Low Wines & Feints Receiver 또는 Spirit Receiver)로 보내지는
것입니다.
Spirit Safe는 한마디로 증류작업을 통제하고 관리하는 곳입니다. 증류된 후 응축된 증류액을 분석하고
관리할 수 있는 곳이며, 동(구리)과 유리로 만들어진 상자 속에는 샘플 증류액, 비중계, 실험도구 등이
있으며, 작업을 통제하고 관리할 수 있는 장치가 붙어있으며, 잠금 장치로 잠겨져 있습니다.
이곳에서 증류액의 알코올 농도 등을 분석하여 어느 용기로 보낼 것인지를 확인하고, 해당 용기로 보냅니다.
알코올 농도가 낮은 초반에 만들어진 증류액(Head=Foreshots)과 후반에 만들어진 증류액(Tail=Feints)은
Low Wines & Feints Receiver로 보내고, 기준에 맞는 증류액(Heart)은 Spirit Receiver로 보냅니다.
Spirit Safe의 유래는 1823년에 Highland의 소형 증류소들이 Lowland의 대형 증류소와 공정한 경쟁을 할
수 있도록 조세법을 개정하였으며, 이에 따라서 각 증류소들의 위스키 생산량과 알코올 농도 등을 감독하여,
불법적인 생산을 막았습니다. 1823년부터 1983년까지는 지방세무국의 담당관 만이 열쇠를 갖고 있었으나,
그 이후부터는 Distillery Manager가 열쇠를 갖게 되었으며, 세무국의 확인과 감독을 받도록 되었습니다.
Caol Ila Distillery의 Spirit Safe

Highland Park의 Spirit Safe Glenmorangie의 Spirit Safe


◈ 여기서 불법적인 생산이란, 1차 증류시의 알코올 농도가 20%~21% 미만인 경우에는 다시 1차 증류기 (Wash Still)로
돌려보내고, 그 이상인 경우에만 2차 증류를 하기 위한 보관용기 (Low wines & Feints Reciever)로 보내야 하는데,
이를 지키지 않고, 기준농도 미만의 증류액을 2차 증류용 보관용기로 보낼 경우에는 생산량이 증가하게 됩니다.
그리고 2차 증류시에도 알코올 농도가 60%~70% 이상인 Heart 부분만 Spirit Reciever로 보내야 하는데,
만일 그 기준 농도 이하의 Head와 Tail 부분까지도 Spirit Reciever로 보낸다면, 그 생산량이 증가함은 물론이고,
작업시간의 단축으로 인해, 점점 더 많은 량을 생산 할 수 있게 됩니다.
따라서, 정부에서는 반드시 1차 증류한 증류액과 2차 증류한 증류액을 각각 이 Spirit Safe를 통과하게 하여,
이곳에서 각각의 농도를 측정하고, 판정에 따라서 재증류 할 것인지, 보관용기로 보낼 것인지를 결정하도록
하였으며, 이 작업은 정부의 감독관의 감독하에서 이루어지게 하였던 것입니다.
특히, 대형 증류소에서 위와 같이 기준 농도를 낮추어서 많은 량을 생산하게 되면, 소형 증류소들에게는 매우
심각한 피해를 입힐 수 있게 됩니다.
이 Spirit Safe에서는 증류액의 농도를 측정해서 증류액을 어디로 보낼 것인지를 교통정리하는 작업 이외에도,
생산량을 조절하는 작업도 이루어집니다.
증류소 자체적으로 생산량을 조절하는 방법은 증류액의 알코올 농도의 기준을 높여서 과잉 생산을 방지하고,
보다 오래 숙성 보관 할 수 있는 높은 농도의 품질 좋은 위스키를 생산하는 것입니다.
예를 들면, 1차 증류액의 알코올 농도가 20% 이상일 때 Low wines & Feints Reciever로 보내던 것을,
25% 이상일때 Low wines & Feints Reciever로 보낸다면 1차 증류액의 생산량이 줄어들게 됩니다.
마찬가지로, 알코올 농도 60% 이상인 2차 증류액을 Spirit Reciever로 보내던 것을, 70% 이상일 때에만
Spirit Reciever로 보낸다면 2차 증류액의 생산량도 줄어들게 됩니다.
또, 1차, 2차 증류기로부터 각각 Low wines & Feints Reciever와 Spirit Reciever로 통하는 파이프의
밸브를 개폐함으로써 증류작업 전체를 통제할 수 있습니다.
따라서, 증류소 카르텔과 정부와의 협약에 의해서 결정된 각 증류소들의 생산량을 관리하고 통제할 수 있었습니다.
그러나, 각 증류소의 생산량 규제는 1983년 이후에 해제가 되어, 그 이후 부터는 각 증류소의 Distillery Manager가
자율적으로 생산량을 조절 할 수 있게 되었습니다.
◈ 증류기에서 일어나는 물리적, 화학적 변화를 모두 이해하기는 어렵습니다. 몰트 스카치 위스키 향과 맛을
결정하는 데는 많은 변수가 작용합니다. 그 중에서 중요한 변수 중의 하나는 증류기를 만든 재료입니다.
거의 모든 증류기는 황동 또는 동(Copper)으로 만듭니다. 그 이유는 동은 증류기의 화학적 반응을 촉진
시키고, 정화하는 작용을 합니다.
실제로 증류기의 동은 조금씩 소비되어 점차 얇아집니다. 그래서 주기적으로 얇아진 부분을 교체해 주어야
합니다.
◈ 그리고, 증류기의 모양과 크기 역시 위스키의 품질과 성격을 좌우하는 결정적인 역할을 합니다.
Scotland에서 목의 길이가 제일 긴 Glenmorangie Distillery의 Stills
Speyside에서 목의 길이가 제일 짧은 Macallan Distillery의 Stills
VII. 숙성 (Maturation or Aging)
1. 숙성의 의미
2차 증류를 마친 알코올 성분 70% 정도의 원액은 무색, 무 향기의 알코올 덩어리(?)에 지나지 않습니다.
이 것을 황금 빛의 매혹적인 맛과 향기를 지닌 위스키로 만들어 주는 것이 술통입니다. 따라서 술통은
위스키의 중요한 재료가 되며, 숙성은 위스키의 빛깔, 향기, 맛 등을 만들어주는 제조 공정입니다.
많은 증류소에서 같은 Malt, 같은 Still, 같은 방법으로 증류를 했어도 위스키 마다 빛깔, 향기, 맛 등의 차이가
나는 것은 바로 이 숙성 과정이 조금씩 차이가 있기 때문입니다.
사용하는 술통의 종류와 크기, 숙성 창고의 온도와 습도 등 여러가지 변수에 따라서 동일한 증류액(Spirit)이라도
숙성 후의 결과는 달라집니다.
오늘날의 위스키 제조에 관한 규정은 1908년에 황실 위원회에서 제정하였으며, 1915년에 Scotch Whisky는
최소 3년간을 오크통 속에서 숙성 시켜야 한다는 법안이 통과되어 발표되었습니다.
Glenmorangie의 Warehouse
2. 술통의 종류
1) 크기에 따른 종류
Barrel (170 리터) < Hogshead (250 리터) < Puncheon (340 리터) < Butt (500 리터) < Tun (1200 리터)
2) 재료에 따른 종류
English Oak, French Oak, American Oak
3) 기사용 여부에 따른 종류
New Oak Cask, Used Oak Cask, Port Wood, Sherry Wood (Fino, Oloroso), Bordeaux Wine Cask,
Islay Cask, Bourbon Cask, Rum Cask, Burgundy Wood, Madeira Wood, Missouri Oak Cask
4) 사용하는 종류 수에 따라서
① Single Wood = 술통을 한가지만 사용 (증류 후부터 병입 전까지)
② Double Wood = 두 종류의 술통을 사용 (예: Oak Cask & Port Cask)
③ Three Wood = 세 종류의 술통을 사용 (예: New Oak Cask & Old Oak Cask & Sherry Cask)
◈ 술통의 크기가 작을수록 빛깔과 향기가 빨리 술에 흡수되는 반면, 거친 맛을 갖게되며, 술통의 크기가
클수록 천천히 숙성되며 맛이 부드럽습니다.
그래서 대부분의 증류소는 8년, 12년, 18년 등의 브랜드 별로 구분하여 처음부터 다른 술통을 사용합니다.
(예: Glenfiddich 12=New Oak Barrel, Glenfiddich 15=Sherry Wood, Bourbon Cask, New Oak Wood)
◈ 장기숙성시 더 큰통을 사용하거나, 술통의 가지 수를 달리 합니다. 그래서 12년 숙성된 위스키와 18년,
혹은 21년 숙성된 위스키의 빛깔은 비슷해도, 오래 숙성된 위스키가 상대적으로 부드러운 것입니다.
특히 Highland 위스키인 Glenfiddich과 Glenmorangie 등은 각 브랜드 별로 사용하는 술통의 종류와
수가 다양한것이 특징입니다.
◈ 스코틀랜드에서 사용되는 술통의 대부분은 기 사용된 중고 술통이며, 그 이유는 새 오크통을 사용하면
간혹 좋지않은 냄새가 날 수도 있기 때문입니다.
현재 약 1,700,000개의 중고 술통이 스코틀랜드에서 사용되고 있는 것으로 추정됩니다.
주로 사용하는 술통은 Bourbon Whiskey를 숙성 시켰던 American White Oak Casks 이며, 약 25%
정도만이 Sherry를 숙성 시켰던 European Oak Cask를 사용합니다.
3. 숙성 과정
증류후에 오크통 속에 담겨진 Spirit는 Whisky로 새롭게 탄생하기 위하여, 최소 3년간을 숙성창고에서
보관됩니다. 일부는 증류소 자체의 숙성창고(Aging Warehouses)에서 숙성 시키기도 합니다만, 대부분
특히 Blending에 사용될 Spirit는 Lowland 지방에 있는 보세 창고(Bonded Warehouses)에서 보관,
숙성 시킵니다.
바닷가에 위치한 창고에서 숙성 시키는 경우는, 공기 중의 짠 바다 냄새가 술통 속으로 스며들게 됩니다.
Dallas Dhu의 Warehouse Ardbeg의 Warehouse
숙성창고에서 숙성되고 있는 Spirit는 매년 약 1~2% 정도의 알코올이 자연 증발됩니다. 이것을 천사의 몫
(Angels Share)이라고 하며, 스코틀랜드에서만 매년 약 1억 5천만병에 해당하는 알코올이 증발됩니다.
만일 알코올이 1년에 1% 씩 증발한다면, 2차 증류를 마친 알코올 함량 70%의 증류액(Spirit)을 30년 동안 숙성
시키면, 이론적으로는 알코올의 함량이 40% 정도로 떨어지게 됩니다. 그러나, 실제로는 알코올만 증발되는 것은
아닙니다.
건조한 창고에서 숙성 시키면, 알코올 보다는 물이 주로 증발되어 알코올 도수가 상대적으로 높아지게 되며,
습한 창고에서 숙성시키면, 물 보다는 알코올이 주로 증발되어 부드러운 맛을 내게 됩니다.
따라서, 장기간 숙성 시키는 경우에는 특히, 숙성 창고의 온도와 습도 등의 환경에 많은 주의를 해야 합니다.
Laphroaig의 Warehouse
◈ Blend Master 또는 Malt Master 들은 자신의 경험과 Know How 및 데이터 등을 이용하여 처음부터
통의 종류 및 통의 교환 등에 대한 계획을 세우고, 숙성 중에도 년 중 평균 습도, 매년 알코올 감소량,
목표 알코올 함유량, 병입 일정 계획 등을 계산하여 수시로 샘플을 검사하며, 통의 위치도 바꾸고, 숙성
창고도 바꾸고 하는 등의 술통의 선택과 위스키의 숙성에 많은 노력을 아끼지 않습니다.
그래서 자신이 원하는 최고 품질의 위스키를 만들 수 있는 것입니다.
◈ 이와 같이 복잡하고 힘든 제조과정과 오랜기간의 숙성과정을 거쳐서 몰트 스카치 위스키가 태어납니다.
이런 과정을 알고 마시는 위스키 한잔은 더욱 향기롭고 맛있게 느껴질 것입니다. 감사합니다....





'[정보 게시판] > 위스키 상식' 카테고리의 다른 글
| Chivas Royal Salute (0) | 2007.03.06 |
|---|---|
| Solera System (솔레라 시스템) (0) | 2007.03.06 |
| 블랜디드몰트, 싱글몰트, 빈티지몰트, 싱글캐스크 (0) | 2007.03.04 |
| Spirit Safe 추가 설명 (0) | 2007.03.04 |
| 아메리칸 위스키 종류 및 버번 위스키 제조 (0) | 2006.04.25 |